


不锈钢复合管护栏耐腐蚀的性能知识浅析?
1、使焊接钢管组织和成分均匀一致,这对原料尤其重要,因为热轧线材各段的轧制温度和冷却速度不一样,造
成组织结构不一致。在高温下原子活动加剧,σ相溶解,化学成分趋于均匀,快速冷却后就获得均匀的单相组织。
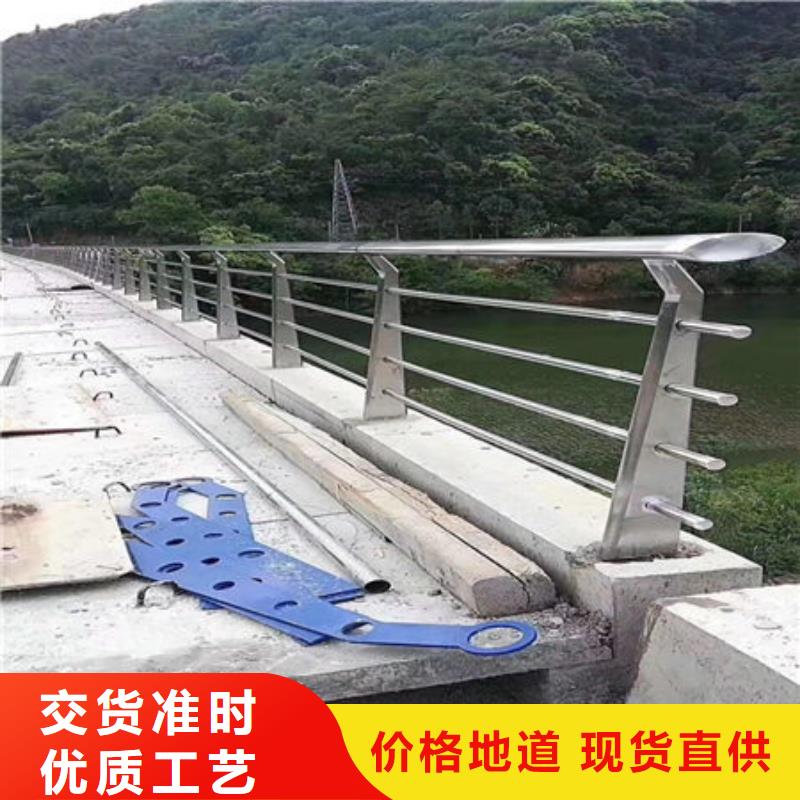
不锈钢复合管护栏不会发生腐蚀、点蚀、锈蚀或磨损,能够出产成不锈钢复合管护栏复合管等产品,它是修建用
金属资料中强度高的资料之一。和其它曝露于大气中的资料相同,不锈钢复合管护栏也会脏。不锈钢复合管护栏复合
管由不锈钢复合管护栏和碳素结构钢两种金属资料选用无损压力同步复组成的新资料。
兼具不锈钢复合管护栏抗腐蚀耐磨和美丽的表面,以及碳素钢杰出的抗弯强度及抗冲击性。因为表面漂亮、价格
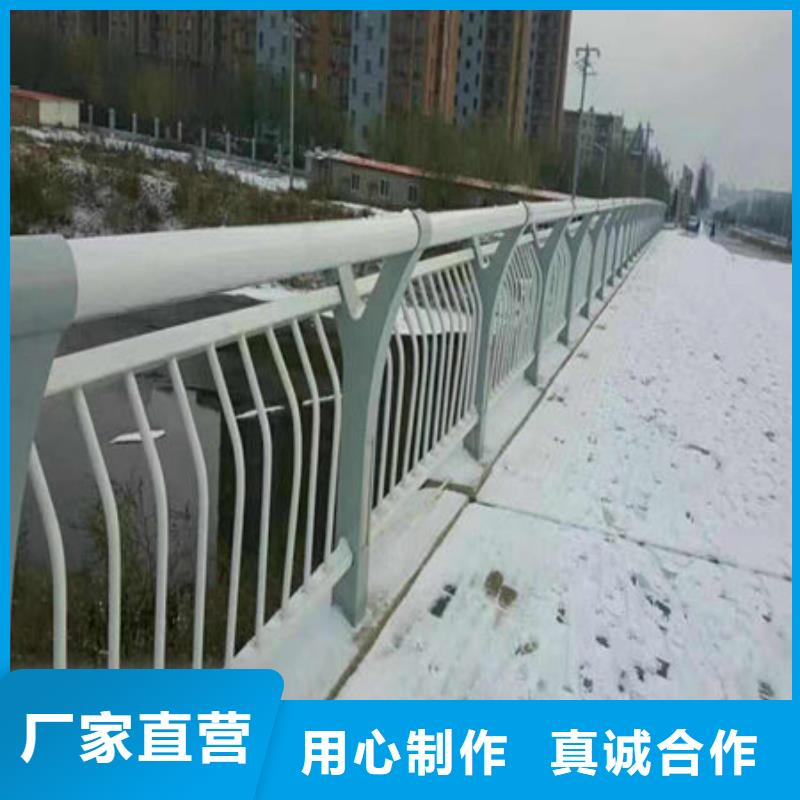
低廉等长处,现已广泛用于桥梁护栏,装修装潢,车辆附件,运送辊轮,纺机配件等范畴。 栏杆是桥梁和修建上的
设备,要求巩固,且要注意漂亮。
制作栏杆的资料有木、石、混凝土、砖、瓦、竹、金属、有机玻璃和塑料等。在栏杆的规划上要注意以下详细细
节:楼梯栏杆规划与扶手间隔,挑选要设置栏杆的踏步的首级和终的水准线及踏步踏板间的水平间隔,将踏板数加起
来。
但并不算连着渠道的终踏步,用这些数据制作一向角三角形,使其两直角边为以上尺度,则直角三角形的斜边便
是栏杆的斜度,扶手在相应的高度上与这条线平行。歇息渠道接合点与栏杆底部的规划。扶手的规划要经得住水平方
向50kg/平方米的荷载。
2、加工硬化,以利于继续冷加工。通过固溶处理,歪扭的晶格恢复,伸长和破碎的晶粒重新结晶,内应力
,钢管抗拉强度下降,伸长率上升。林芝不锈钢复合管护栏防撞护栏耐蚀性能知识
3、恢复不锈钢复合管护栏焊接固有的耐蚀性能。由于冷加工造成碳化物析出,晶格缺陷,使不锈钢复合管护栏
耐蚀性能下降,而固溶处理后不锈钢复合管护栏防撞护栏的耐蚀性能恢复到好状态。经过固溶处理的不锈钢复合管护
栏防撞护栏,其各方面性能才能达到状态,因此固溶处理对不锈钢复合管护栏防撞护栏而言非常重要。
不锈钢复合管护栏与不锈钢护栏对比?
不锈钢复合管:材质为铁管,外层包裹不锈钢层,较坚固,管口密封较好,其防锈期限与纯不锈钢并无不同。
不锈钢复合管是用不锈钢和碳结构钢两种金属资料同时复合无损压力制成的一种新资料,它耐磨,耐磨和杰出的
外表以及它杰出的满腔强度和抗冲击性。这符合 节能推广的原则。不锈钢complex是2002年 标准
GB/t18704~2002年正式公布的。资料在质量挑选,查验等方面都进行了严厉规范的管理。现在,该车广泛用于桥
梁栏杆、装修、室内装修、汽车零部件、碾盘、纺织零部件等范畴。
两者在资料的区别。一些工厂在生产过程中运用不锈钢复合管,而一些工厂则运用不锈钢复合管。
相对来说,这些不锈钢管的栏杆比较好,当然也比较便宜,所以价格低廉,所以有些厂家也可以在资料之间运用
复合管,即不锈钢作为辅助资料。但是,有些不讲信誉的制造商怕用产品来替代不良产品,所有的管子都是不锈钢复
合的。



桥梁护栏的喷粉处理技术分析
桥梁护栏喷粉过程中,要注意吊具的导电性,且吊具上的涂层不宜太厚,过厚时可采取集中焚烧的方法用具上的涂层;由于工件较重,一定要设计好挂具,要求挂具牢固可靠。
桥梁护栏采用预烘的目的:一是除去工件上剩余的水分,二是可以保证一定厚度的粉末涂料较好地附着在工件的表面,三是保证工件尽快均匀受热,加快固化过程一般预烘的温度是80—140℃。
对于桥梁护栏产品,根据其特点,采用自动喷枪另加手工喷枪补喷相结合的形式,目的是实时监控喷粉质量,保证产品质量稳定。一般纯聚酚粉术涂料的固化条件是200℃,10min,通过调整加热炉的温度和链速来保证固化温度和时间。
桥梁护栏喷粉采用冷风吹干,在吹干的过程中,对工件进行检查,对于允许缺陷,如流挂、起泡、露底、缔孔等可用丙酮等稀释粉末涂料,趁工件未晾时涂程或喷覆于缺陷表面,用余热固化对于重大缺陷需要进行返修处理,根据涂膜厚度选取不同的处理方法,一般有直接上件重新喷粉、机械打磨、用脱膜剂处理三种方法。



华尔新材料科技有限公司自成立以来,秉承专注”和“提供满意服务与客户一起成长”的经营理念,使公司 吉林辽源护栏板产品在行业内获得多项荣誉。我们将以“先进的技术、较好的 吉林辽源护栏板产品、热忱的服务”为宗旨,服务于用户,真正能够为用户创造价值,同时也为 吉林辽源护栏板事业贡献一份力量!


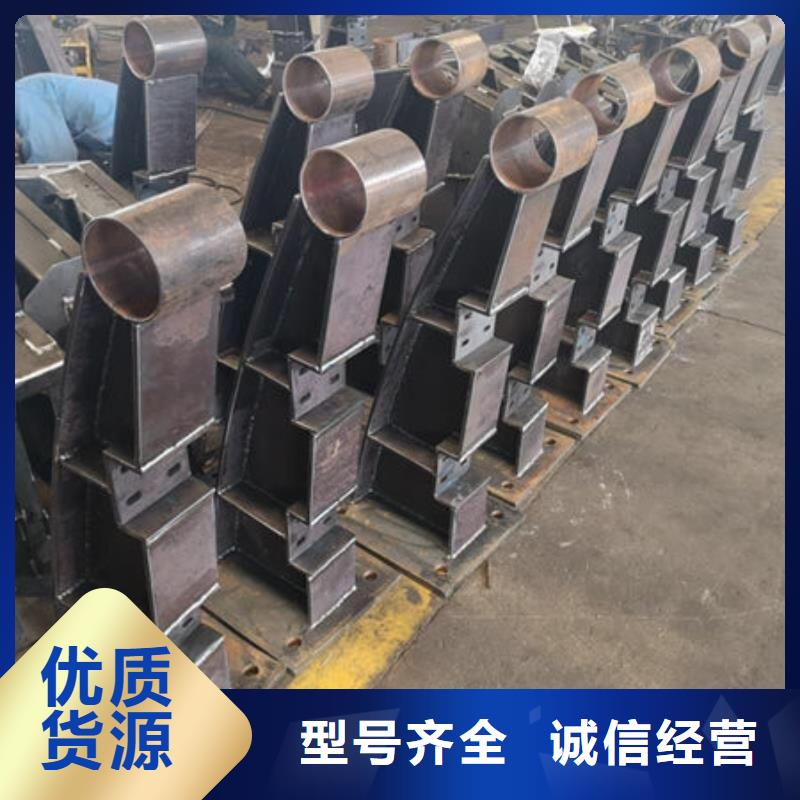
复合管护栏使用的不锈钢复合管焊接时可能会出现的问题?
不锈钢复合管的结构有其特殊性, 从结构上看, 不锈钢复合管(内衬) 层厚度在 1.0-3.0mm 左右, 碳钢基层在
2.0-50mm 左右, 复层比基层长出 1-3mm,不锈钢复合管的基层和复合层是通过内挤外压达到紧密接触而满足一
定的剪切强度要求,在两个接触面的空间还可能存在空气、水分和油污等杂质。
在现场不锈钢复合管封底焊时,由于不锈钢复合管内衬层厚度薄; 加上管子存在椭圆度, 用机加工去掉基层而保留
1-3mm 的内衬层难度很大; 不锈钢复合管焊接时内衬层极易烧穿。
不锈钢复合管焊接时基层与内衬层之间的杂质受热会分解为水蒸气和 CO2 气体, 在熔池内产生大量气体, 严重时
发生爆裂破坏熔池。
不锈钢复合管焊接的特殊性对焊工的要求也更高, 由于内衬不锈层薄, 使本来比较难焊接的不锈钢复合管操作更难
, 容易造成烧穿, 留有微小开放型缩口; 不锈钢层太薄,在基层碳钢焊接时,同样容易造成烧穿,从而造成不锈钢
复合管碳钢基层的加速腐蚀。
不锈钢复合管焊接结构的特殊性使焊接完成的不锈钢复合管检验也存在更大的困难,常规的复合板焊接, 可以先焊
基层, 待基层检验合格后焊接过渡层, 后焊接耐蚀层, 从焊接材料和工艺参数的选择容易保证耐蚀层的性能。而
不锈钢复合管由于内部空间小,接触介质的根部焊道必须先焊接, 该层焊道不可避免的受到多次加热,其耐蚀性受
到影响。
不锈钢复合管现场施工中不可能单独对不锈钢层进行检验, 而对全厚度的 X 射线检验又很难判断缺陷的具体位置。


